


以下是:山西省不锈钢碳素钢复合管护栏焊接工艺好的产品参数
产品参数 产品价格 电议 发货期限 协商 供货总量 不限 运费说明 3天 产地 山东 品牌 鑫海达 是否进口 否 可定制 是 用途 道路,桥梁,市政 长度高度 定制 范围 不锈钢碳素钢复合管护栏焊接工艺好供应范围覆盖山西省 太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市等区域。 【鑫海达】为您提供临汾桥梁护栏厂家专注细节使用放心、阳泉桥梁护栏厂家本地厂家值得信赖、晋中桥梁护栏厂家品质保障价格合理、晋城桥梁护栏厂家品质可靠等多元产品与服务。不锈钢碳素钢复合管护栏焊接工艺好,鑫海达不锈钢复合管护栏厂(山西省分公司)专业从事不锈钢碳素钢复合管护栏焊接工艺好,联系人:贾殿涛,电话:【13863577835】、【13863577835】,以下是不锈钢碳素钢复合管护栏焊接工艺好的详细页面。 山西省 山西省地势呈东北斜向西南的平行四边形,是典型的为黄土覆盖的山地高原,地势东北高西南低。高原内部起伏不平,河谷纵横,地貌有山地、丘陵、高原、盆地、台地等,其中山地、丘陵占 80%。山西省地跨黄河、海河两大水系,河流属于自产外流型水系。山西省地处中纬度地带的内陆,属温带大陆性季风气候。山西地处秦晋文化区,历史代表文化为“三晋文化”。
【全新视界!】不锈钢碳素钢复合管护栏焊接工艺好产品视频,带你领略产品新风尚!
以下是:山西不锈钢碳素钢复合管护栏焊接工艺好的图文介绍
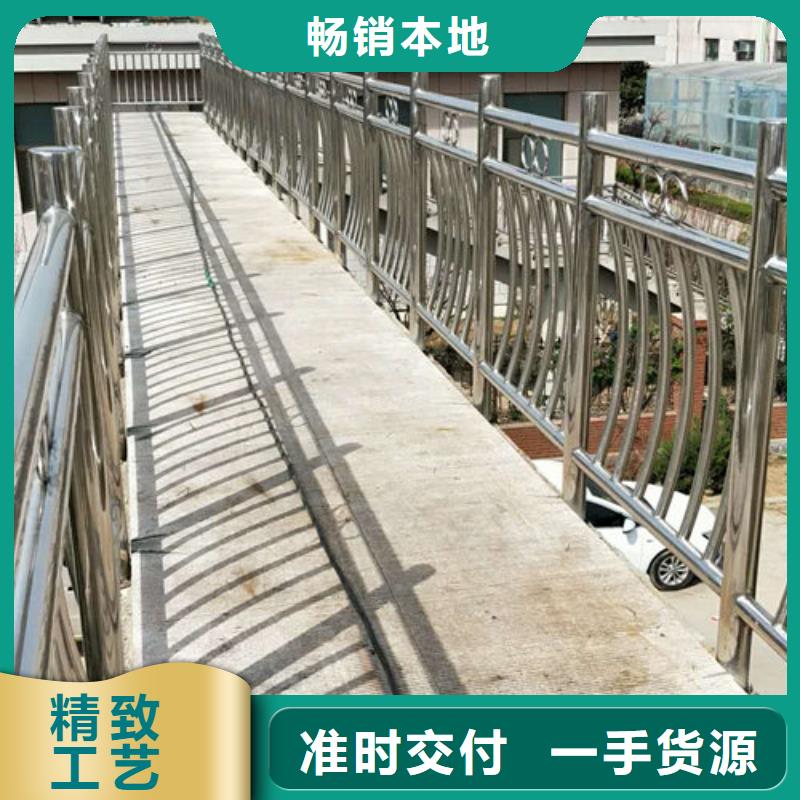
不锈钢复合管护栏施工工序
施工的条件→放样→接触面凿毛、预埋筋调整→钢筋制作安装→模板安装→浇筑混凝土→拆模→养生
不锈钢复合管护栏质量控制
1、模板每次安装前都要清理并涂刷脱模剂,脱模剂要涂刷均匀。
2、不锈钢复合管护栏钢筋焊接和绑扎要符合设计和规范要求,特别是内测的钢筋位置要。
3、模板安装后要检查模板的侧面和顶面,模板的侧面和顶面都要顺直。
4、不锈钢复合管护栏混凝土的表面的蜂窝麻面面积不得超过该面面积的0.5%,深度不超过10mm。
5、同一跨内的单侧不锈钢复合管护栏应一次性浇筑,端头模板应用钢模板,以保证端头外观平齐。
6、不锈钢复合管护栏面与接缝处不得有开裂现象。错台、平整度、外观质量问题要及时处理,并保证颜色一致。顶面平顺美观,高度一致。
7、不锈钢复合管护栏全桥线性直线段顺直,曲线段弧线圆顺,无折线和死角。
山西鑫海达不锈钢复合管护栏厂建立了完善的市场服务体系,各项制度成熟。运用现代企业的管理方法主要生产: 桥梁护栏厂家等系列百多个规格品种。
山西鑫海达不锈钢复合管护栏厂是山西认定“高薪技术企业”、“守合同重信用单位”,今后我公司加快企业商标战略制定和实施的步伐,提高 桥梁护栏厂家产品档次,企业整体竞争力。
不锈钢复合管护栏/栏杆优点:
1.不锈钢复合管护栏立柱外形美观:色泽鲜艳、表面光滑、细腻且不褪色
2. 不锈钢复合管抗冲击强度高:坚固耐用
3. 不锈钢复合管使用寿命长:一次性投入,终生享用
4. 不锈钢复合管耐候性好:耐高温、抗低温、耐盐雾、抗潮湿
5. 不锈钢复合管护栏/栏杆维护成本低:免维修、易清洗
6.不锈钢复合管栏杆可塑性高:护栏高度,竖杆间距以及颜色均可根据客户要求加工制作。
不锈钢复合管护栏制造的基本工序
不锈钢复合管护栏在日子中的应用十分广泛,咱们日常日子中的许多地方都离不开不锈钢复合管护栏。咱们都知道不锈钢复合管护栏的运用效果许多,可是却不知道不锈钢复合管护栏的制造工序,现在咱们大家就一起来简略的了
解一下。
一,概述
不锈钢复合管护栏是由较厚的珠光体钢(基体)与较薄的不锈钢(复层)复合轧制而成的双金属板。基体主要是碳钢和低合金钢,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、
15CrMoRH等,复层多为耐蚀性好的不锈钢,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、
0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。
不锈钢复合管护栏的底层与复层交界处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学性能、接头方式及填充金属种类,常发作高温结晶裂纹、推迟裂纹和脆化问题。焊接的办法有:焊条电弧焊、埋弧焊
、CO2气体维护焊等,现在常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能
,底层与复层有必要别离进行焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢相似,而底层与
复层交界处的异种金属焊接是关键。
二,焊前预备
1,不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开
)和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
2,不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳
钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。
3,坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当
焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层
中少熔入底层成分。
4,不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:
三,焊接操作
1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。
2,角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看
不锈钢复合管护栏厚度而定。
3,由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂乱的金相安排,添加焊接难度。因此,为了防止层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一
部分。
4,先焊底层,道底层焊缝不应熔透到复层,以防焊缝金属发作脆化或发作裂纹,底层钢焊接时,仍按底层惯例焊接电流。底层焊完后,用碳弧气刨、铲削、磨削等办法清理焊根,要求高的,经X射线探伤合格后,才能焊接
过度层。
5,过渡层焊接,为了削减母材对焊缝的稀释率,在确保焊透的情况下,应尽量少焊接电流;要选用小直径焊条和窄焊道,有必要盖满底层焊缝切高出底层1mm,焊缝成形要滑润,不能凸起,否则要打磨掉。
6,焊接小直径不锈钢复合钢管时,层焊道应选用钨极氩弧焊,第二层可用奥氏体不锈钢焊条焊接。
7,关于大厚度不锈钢复合管护栏制造的高压容器,施焊过程中先焊内部不锈钢复合层,再焊一层铁素体过渡层终用低合金钢焊条填满底层焊缝。
8,根据作业条件选用结构材料时,应使奥氏体焊缝与珠光体钢熔合区中的扩散层降低到小程度,这关于高温和有腐蚀介质中作业的构件和焊后需求进行回火处理大型构件来说尤其重要。
9,操作时要注意维护非焊接部位复层外表,防止电弧划伤,底层焊缝要为过渡层留出合适的深度,一般距复层约2mm.
四,焊后处理
对不锈钢复合钢的焊接接头,一般既不进行复层的固溶处理,也不进行消应力处理。可是关于极厚的焊件,常常采取中间退火和消应力处理,残余应力的热处理好在底层焊完后进行,热处理后再焊过渡层和复层,如需整体
热处理时温度的选择要考虑对复层耐蚀性的影响、过渡层的不均匀性及异种钢物理性能的差异,温度一般为:450~
650℃。
不锈钢复合钢的焊后处理常用办法有:退火处理、喷丸处理、借助变形法应力。
在山西省采买不锈钢碳素钢复合管护栏焊接工艺好到鑫海达不锈钢复合管护栏厂(山西省分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:贾殿涛-【13863577835】。













