

以下是:山西省非标油缸管加工厂家的产品参数
产品参数 产品价格 7元 发货期限 24小时 供货总量 不限 运费说明 电议 小起订 1吨 质量等级 是否厂家 是 产品材质 20# 产品品牌 九冶 产品规格 30*36 发货城市 聊城 产品产地 聊城 加工定制 是 适用领域 机械 是否进口 否 产地 聊城 颜色 金属色 类型 绗磨 品牌 九冶 可加工 是 范围 非标油缸管加工供应范围覆盖山西省 太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市等区域。 【九冶】持续拓展产品矩阵,现有阳泉绗磨管欢迎来电咨询、忻州绗磨管有实力有经验等,满足不同场景需求。非标油缸管加工厂家,九冶管业(山西省分公司)为您提供非标油缸管加工厂家的资讯,联系人:李经理,电话:【17706353138】、【17706353138】。 山西省 2022年,山西省实现地区生产总值(GDP)为25642.59亿元,其中,产业增加值为1340.40亿元,第二产业增加值为13840.85亿元,第三产业增加值为10461.34亿元。
我们的现场实拍视频将带您走进非标油缸管加工厂家产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:山西非标油缸管加工厂家的图文介绍
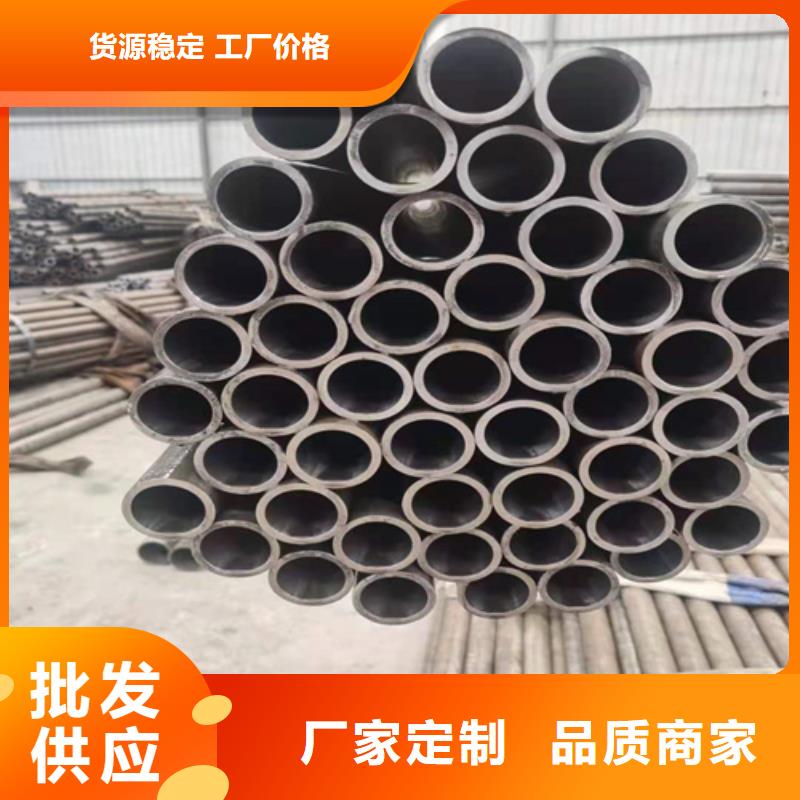
小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好精密绗磨管现货价格同比去年低位运行 情况下且波段的行情较少呈现窄幅震荡;受汽车产业链需求周期性减弱的影响,精密绗磨管钢厂出现主动减产的行为,使得供需基本面仍得以勉强维持,总库存也表现出不断下降的趋势,商家库存压力尚可;上半年受热冷价差缩小的因素,精密绗磨管厂高成本低利润的情况下,给到贸易商的结算价亦不到位,生产与流通端效益均不佳。
山西九冶管业有限公司领导秉承做百年企业,树百年品牌的远大理想,确立了“诚信、求实、制高”的企业宗旨,对 绗磨管产品进行了长期深入的研究与开发,以先进的技术,为广大客户提供满意的服务。
我们坚信凭借技术优势,丰富的工程经验、以及服务大众的坚定决心,定能在 绗磨管专业领域做出了令人瞩目的成绩!
大多数的绗磨管珩磨管 油缸管汽缸管是可以进行加工的,在加工的时候一定要和厂家说清楚您的用途是什么,需要什么规格和型号的,加工的方式和温度都要说清楚,这样的话厂家可以根据您的描述进行自由去选择加工的方法和方式以及结构。精密管是我们比较熟悉的,在加工的时候一定要附带您的联系方式,还有相关的精密管的邮寄地址等等。 绗磨管珩磨管 油缸管汽缸管一般的精密管绗磨管珩磨管 油缸管汽缸管工艺可以分为冷拔与热轧两种,冷轧精密管的绗磨管珩磨管 油缸管汽缸管生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精密管要短于热轧精密管,冷轧精密管的壁厚一般比热轧精密管要小,但是表面看起来比厚壁精密管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。绗磨管珩磨管 油缸管汽缸管
其次是根据优质精密绗磨管故障现象和特1征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。优质精密绗磨管的调质处理是指管材在淬火后再进行高温回火,目的很简单,就是使调质后的优质精密绗磨管具有优良的综合机械性能。整个工艺过程中,作为关键的就是调制处理工艺的加温时间、保温时间、冷却速度及冷却介质等参数的把握,这些都是要看具体的材料、具体技术要求决定的。经过调质处理之后的优质精密绗磨管确实发生了很大的变化,它不仅能够保持较高的强度,与此同时还具有很好的塑性和韧性,更能符合各种不同工况的应用需求。为避免盲目性,要根据系统基本原理,进行综合分析、逻辑判断,找出优质精密绗磨管故障部位。由于优质精密绗磨管故障诊断是建立在运行记录及某些系统参数基础之上的,所以建立系统运行记录是关键的;而且具备一定检测手段,也能对优质精密绗磨管故障做出准确的定量分析。
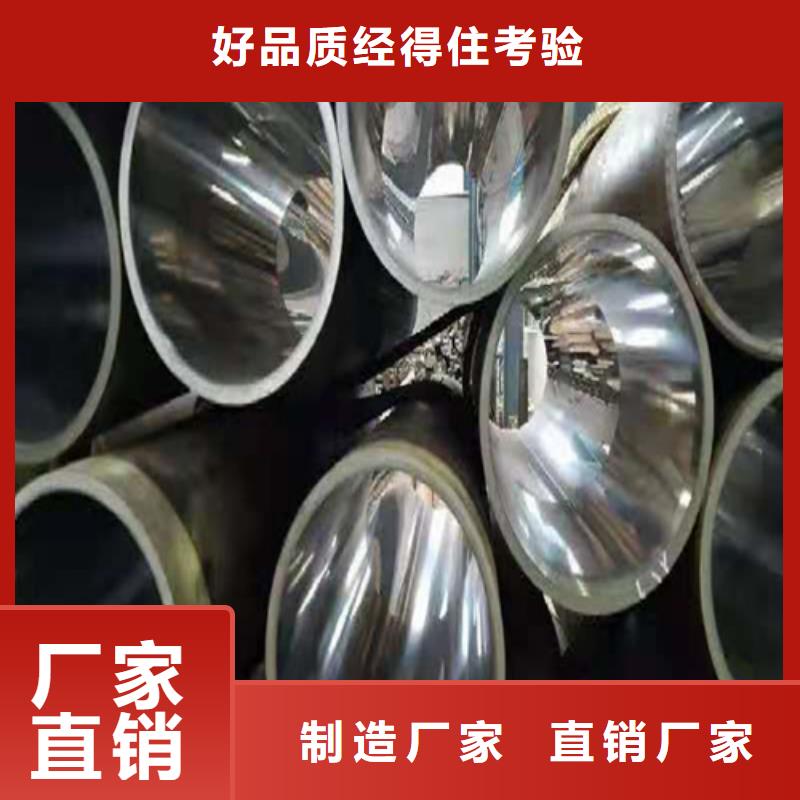
通过研磨使珩磨管整体尺寸、行位公差、粗糙度达到要求。油缸珩磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果薄壁气缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁气缸管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。
非标油缸管加工厂家_九冶管业(山西省分公司),固定电话:【17706353138】,移动电话:【17706353138】,联系人:李经理,丁块工业园。















